Tackling Critical Issues in a Manufacturing Unit of a Leading FMCG Organization
About Client
A leading FMCG manufacturing company based in Muscat, Oman. They have their units spread across MENA countries and South Asian regions such as India and Bangladesh. They have a wide range of products that cater to various segments- food and beverages, healthcare, and household and personal care.
Problem STATEMENT
Our client was concerned about their operational efficiency in the manufacturing unit and was exploring smart systems that they could incorporate to streamline their processes.
These were some of the major concerns shared:
Increasing accidents among the factory workers due to workplace safety hazards and negligence.
Counting and reporting errors and pilferage of products, resulting in huge losses.
Frequent product quality issues.
Inability to detect and fix faults in the machine on time, affecting the overall production rate.
Solution
As per the concerns shared by our client, we proposed and implemented these solutions to tackle each problem:
Automation of Security Audits: Using computer vision technology, we developed a system to automatically perform routine safety audits.
For instance, the system captured video and image footage of the operations and ensured that the workers were in their proper safety uniforms or not.
Computer Vision for Counting and Quality Control: The solution that we incorporated was capable of detecting the finished products and keeping a count in an optimized manner.
Other insights on quality and defects could be identified with this model.
The computer vision solution was implemented in the warehouses for inventory control. The real-time status of the stock count was made available to the manager in charge.
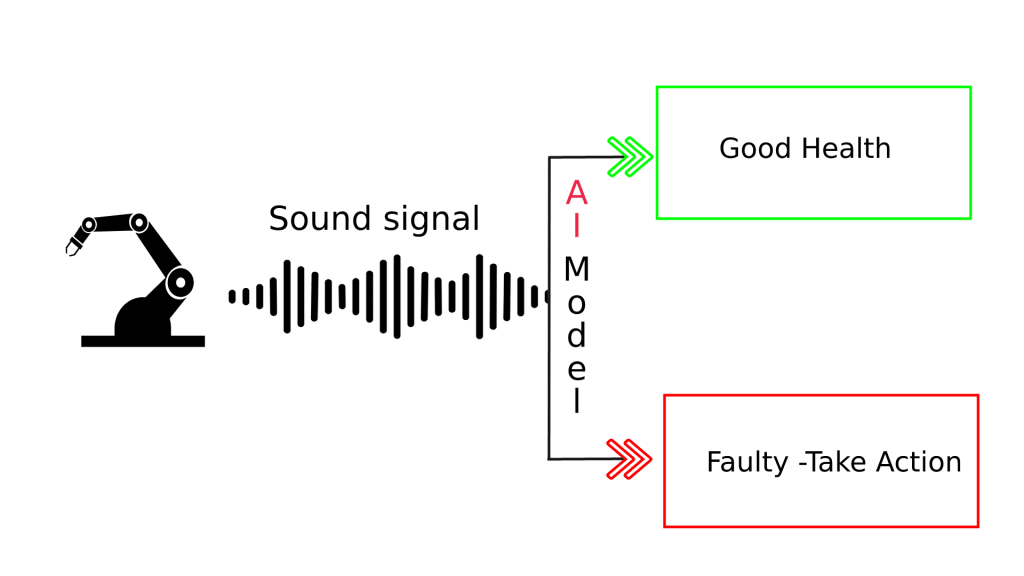
Sound AI to Detect Faults: We took an innovative approach to tackle this problem. We trained the AI model using sound sensors to detect anomalies in the machinery. The anomalies are detected via features extracted from raw sound speech and the trained models using deep learning.
The model was trained using supervised learning by collecting and labeling the data with domain knowledge.
Business Impact
Accidents and injuries reduced drastically by 20% within a quarter.
The manufacturing unit was able to control its losses and it reduced to 13% at the end of the year.